數位印刷就如同CTP機器一樣,除了比品質和速度外,還是要回到流程的順暢才能達到RIP ONCE OUTPUT MANY的理想境界。因此在付印之前的準備工作就如同傳統印刷一樣少不了,只不過這次換成檔案而已,其它如紙張、裝訂等問題都必須要考慮到印刷適性,設計方面也不例外。本文列舉幾項數位印刷生產時常遭遇到的問題並提出相對應的解決方案供參考。
前言
印刷的技術可說是一日千里,不斷的推陳出新。原本是須要依賴高度人工技術的印刷機具也越來越自動化了。再加上電腦作業流的推波助瀾,在講究時效和節省成本的情況下,你有可能會採用數位印刷的方式達到少量多樣的目的。但結果往往令人沮喪和失望,究其原因乃是設計者不甚清楚目前數位印刷還有很大的發展空間,如果要以目前的技術達到預期的效果,有些事情是可以事先溝通並加以避免以達到你想要的效果。這樣做或許不能滿足你挑剔的品味,您可能會認為等機器好了再談這些事也不遲吧。但一遇到緊急的事情必須採用數位印刷時您可不能再等囉,所以本文歸納一些數位印刷的適性做為你樣版設計時的參考。
選擇適用的設計軟體
由於印刷的三原色是 CMY三色加上黑色以補強複製時的色域範圍,因此在設計時顏色溝通上最好採用CMYK的色域空間來表示。在業界較常用且穩定的應用軟體有QuarkXpress, PageMaker, FreeHand, PhotoShop, Illustrator, InDesign等。有趣的事,同一顏色(RGB色域)分別於FreeHand, PhotoShop, Illustrator產生,再同時置入於組頁軟體QuarkXpress, PageMaker時,最後所呈現的顏色並不一定相同。所以最好的方法是將顏色都轉換成CMYK來觀察最後顏色呈現的效果。而其原因是RGB在轉換成CMYK色域空間時,各家所採取的"分色模式"並不一定相同。如同有一張單色的原稿,在CIE色空間裡就只有這麼一個三刺激值代表顏色,但經由不同的掃瞄器之後卻有不同的RGB數值表示顏色,如果需要印刷就必須再分色轉成CMYK來模擬這張單色原稿的顏色,而模擬的結果不一定相同。因此儘量避免使用RGB色空間的文書處理器和影像來做為印刷的設計軟體,如Word 和 PowerPoint就是這道理。否則你必須要有很強的色彩管理觀念和能夠穩定配合的廠商才能預視到最後的結果。
圖片複製的品質
圖片掃瞄所擷取的像數仍以300PPI(Pixel Per Inch)就足以讓眼睛的視覺感受到連續調的效果。而這點不論是傳統的平印機和數位印刷機均是一樣的道理。 大部份情況下兩都均無法複製出比原稿還要好的複製品,因為印刷能表現的濃度域範圍遠比原稿所呈現的濃度域範圍還要短,約在1.5至2.0之間而已,更何況好的原稿如幻燈片的濃度域常達到3.0以上。
注意平網和漸層
如果後端的數位印刷機是屬於色粉(toner)類、或是帶電的電子油墨等設備,你就必須要特別注意大面積的平網、滿版色塊和漸層等問題了。因為數位印刷很容易在平網或漸層的顏色中間留下令人難忘的條紋狀(bands)。其原因是紙張和電荷本身的變異造成整張紙有不同的靜電能量。新的系統或許可以消除這類問題,不再像老式的數位印刷機有此現像。但在設計時不妨對這些大色塊和漸層做些特效處理,如加入雜訊成為絲織品的紋路狀等就可以很技巧性的避免因機械的缺點所產生的條紋現象。
至於要印出滿版且深沈的大面積黑,在傳統平印機廠商會建議你加入30-60%不等的Cyan青墨於100%的黑版來產生較突出的黑色。但在數位印刷機你可以視廠商的建議加入適當的比例於黑版,如60C、48M、48Y和100K,這點與傳統平印只加入青墨的習慣有異曲同功的效果。
由於輸出設備的點數與線數與所產生的階調有關,如600dpi的設備要印出150lpi的印刷品,就只能表現4個階調而已。但能適合人眼視覺平滑的效果,卻是要有200階左右才行。很不幸的,大部份的數位印刷機一英吋卻只有600點而已,真的很難表現出漸層階調平順的轉移而沒有條紋狀。除非採用調頻網點結構、或是於漸層處加入雜訊處理讓這些條紋狀較不明顯。
特別(專)色處理
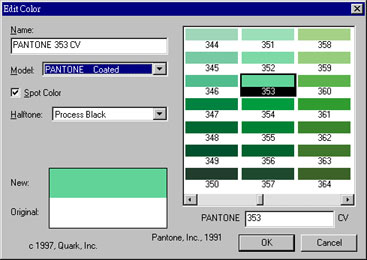
大部份的數位印刷機具只能印出CMYK四種顏色,除非像INDIGO機器有六色的供墨單位可提供額外兩種印墨之外,如果要使用特別色就必須將PANTONE, TOYO INK....等的特別色以四色CMYK來模擬。您可從常用的設計軟體找到特別色轉換CMYK網點百分比組合的功能。但是如果特別色的色域範圍超出四色印墨所能表現的能力時,你所得到的四色CMYK網點百分比組合所表現的顏色,只能接近並不一定能完全的複製此特別色。
從QuarkXpress的顏色編輯欄中可以選擇到PANTONE特別色
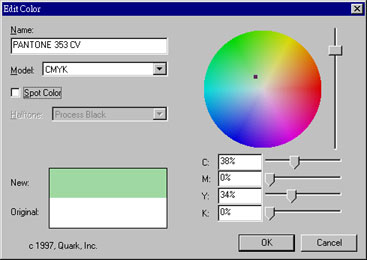
在模式之選項採用CMYK色空間就可轉出相對應四色網點面積的百分比。由於是模擬特別色,並不能保證完全的與特別色一樣的顏色。
螢幕
螢幕上的顯示可說是設計者最早接觸打樣的媒介,稱為軟式打樣,與有紙張之硬式打樣有所區別。但是螢幕的色域空間遠比數位印刷四色CMYK之色域空間要廣,如要能模擬良好的打樣效果除了要有好的螢幕之外,還必須導入色彩管理系統幫你在設計時就能看到未來印刷的結果。
後端輸出設備的了解
數位印刷如果只是少量生產,而每次都要費很大的力氣才能完成的話,你會有興趣賺這麼辛苦的錢嗎。但是結合了資料庫的管理方式,成為可變印紋(Variable Data)的大量生產,不僅可幫你完成煩瑣的名片印製、信封郵寄、套表列印等問題,更可以幫您節省更多的人工處理和多次郵寄的費用及成本,對於分析消費者消費行為和主動提供有用的訊息最好不過了,如出國買機票刷卡過後,你就可以進一步提供到機場如何停車、到目的地時如何租車、可到那兒投宿等等的旅遊訊息服務,不但是商機無窮更是抓住客人的不二法門。但是這些可變印紋的資料庫並不一定每家的格式都相同,越早了解後端的製作方式越能把資料做好。
紙張的印刷適性
紙張的選擇對數位印刷來說是一大課題,如果是採用色粉的方式生產,那麼紙張的表現性是越平滑越好,才能讓色粉均勻的附著於紙張上。對於較粗糙和絞路較深的紙不一定適用於數位印刷機,可能易於造成上色不均或色塊脫落等現象。另外,溼度對於靜電成像的機器也是一大挑戰,保持生產前紙張一定的溼度才能防止印刷時不著墨的現象。
而在生產時,紙張進紙的絲流方向也會影響機器生產的效率。如果絲流與機器行進的方向是垂直而非平行,那麼卡紙的主因很有可能是紙張的絲流方向。
輸出前的檔案管理
最好在輸出前把你的檔案轉成PDF檔,並將所使用的字內嵌在檔案裡面。而圖檔也不要忘了將高檔給生產單位,因為在組頁軟體的圖檔都是屬於螢幕顯示的預視檔,並不適合輸出。或許你可以試試看輸出前集檔的動作,將你從各硬碟、網路所運用到的圖都複製到最後輸出的檔案夾內再交給生產單位。
前後頁的套準
有些數位印刷機可以一次印雙面,有些必須要分兩次列印。為了方便後續的後加工流程有必要前後頁套準的精度在允許範圍內。
後加工
由於色粉在紙張彎摺時是很容易造成顏色脫落,在設計時有必要避免在摺的地方使用較重或厚的網點百分比。除此之外、如果是做成一本一本的書籍,那麼封面會因為溼度或紙張絲流之關係造成捲曲的現象。解決方法不外乎使用較厚的紙張、或是改變紙張的絲流方向 。
結論
數位印刷帶給人們更方便的生活和商機,目前應用最廣的領域要算是帳單等系統了,雖然還只是停留在黑白印製及套印刷表格的階段,在未來彩色報表和即時資料的提供等整體包裝服務為必然趨勢。設計適合數位印刷適性的稿件才能達到你所要傳達的訊息。
參考資料
1. Frank J.Romano,"Pocket Guide to Digital Prepress"
2. GATFWorld Vol 13 No.2 March/April 2001